您当前的位置:啊哈网 » 大连啊哈网 »大连产品 » 无缝钢管规格质优价保
无缝钢管规格质优价保
更新时间:2026-04-29 05:37:55 ip归属地:大连,天气:晴,温度:11-20 浏览:21次

- 发布企业
- 新策钢管(大连市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 油缸管
- 所在地
- 开发区大东物资公司3区28号
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 姜先生 请说明来自啊哈网,优惠更多
详细介绍
以下是:辽宁省大连市无缝钢管规格质优价保的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 按距离 |
| 小起订 | 1 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 材质 | 42crmo |
| 型号 | 219-273-245-325-351 |
| 壁厚 | 20*25*30*35*40*45*50 |
| 产地 | 山东 |
| 可定制 | 是 |
| 类型 | 无缝钢管 |
| 范围 | 无缝钢管规格供应范围覆盖辽宁省、沈阳市、大连市、鞍山市、抚顺市、本溪市、丹东市、锦州市、营口市、阜新市、辽阳市、盘锦市、铁岭市、朝阳市、葫芦岛市 西岗区、沙河口区、甘井子区、旅顺口区、金州区、长海县、瓦房店市、晋兰店区、庄河区等区域。 |
【新策】以匠心打造多元场景产品,涵盖甘井子16mn无缝管、旅顺口16mn无缝管、葫芦岛油缸管、抚顺镗管厂等。无缝钢管规格质优价保_新策钢管(大连市分公司),固定电话:【0527-88266222】,移动电话:【0527-88266222】,联系人:姜先生,开发区大东物资公司3区28号。 辽宁省,大连市 大连市,别称滨城、浪漫之都,辽宁省辖地级市、副省级市、计划单列市、特大城市,市境位于中国东北地区南端,三面环海,东濒黄海,西临渤海,南与山东半岛隔海相望,北依东北平原,地处北半球暖温带地区,属于具有海洋性特点的温带季风气候;截至2023年,全市下辖7个区、1个县,代管2个县级市,总面积12574平方千米;截至2022年末,全市户籍人口608.7万人。
准备好领略无缝钢管规格质优价保产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:辽宁大连无缝钢管规格质优价保的图文介绍
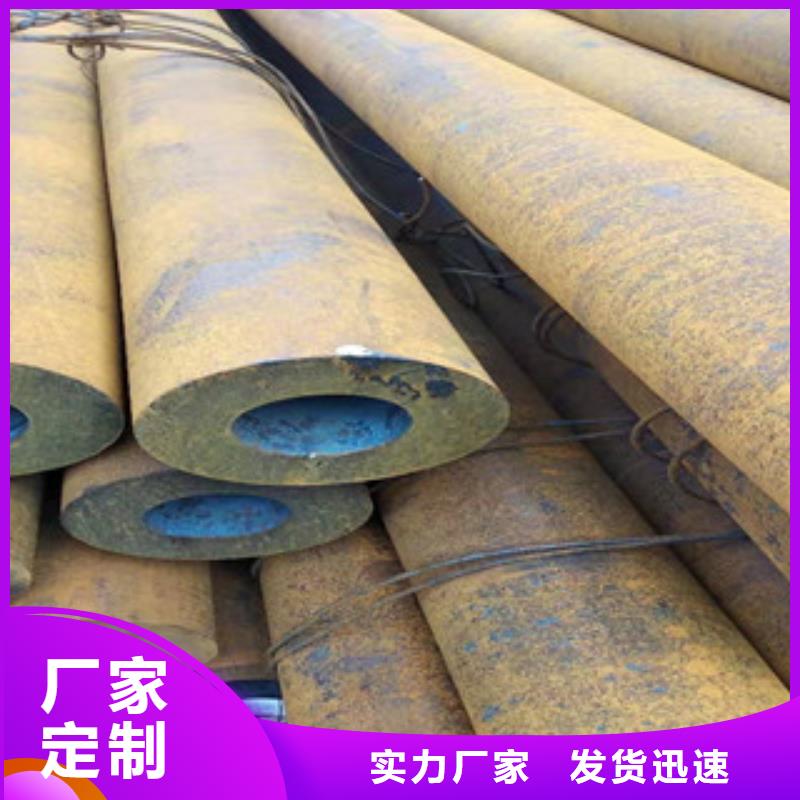
新策钢管(大连市分公司)把质量作为市场致胜的法宝,制定了严格的质量把关措施,对于出现的质量问题,一查到底,一追到头,不放过一点蛛丝马迹。把珍惜质量当作珍惜自己的生命一样,从 油缸管原料开始,实行层层把关制, 油缸管产品质量多年稳定提高,不断改进。新策钢管(大连市分公司)以满足贵公司的需求为宗旨,不仅为您提供高品质的 油缸管产品,还为您提供完善的完善的服务技术支持,这有利于提高公司的产品质量,生产效率,降低生产成本。我们将不断开拓,不断创新,与各界朋友携手共进,共同发展,热忱欢迎国内外客户来函来图或亲临公司指导。


42CrMo无缝钢管加工精度高:特别是一些中小型的通孔,其圆柱度可达 0.001mm 以内。一些壁厚不均匀的零件,如连杆,其圆度能达到0.002mm。对于大孔(孔径在200mm以上),圆度也可达 0.005mm,如果没有环槽或径向孔等,直线度达到0.01mm/1m以内也是有可能的。珩磨比磨削加工精度高,因为磨削时支撑砂轮的轴承位于被珩孔之 外,会产生偏差,特别是小孔加工,磨削精度更差。珩磨一般只能提高被加工件的形状精度,要想提高零件的位置精度,需要采取一些必要的措施。如用面板改善零 件端面与轴线的垂直度(面板安装在冲程托架上,调整使它与旋转主轴垂直,零件靠在面板上加工即可)。
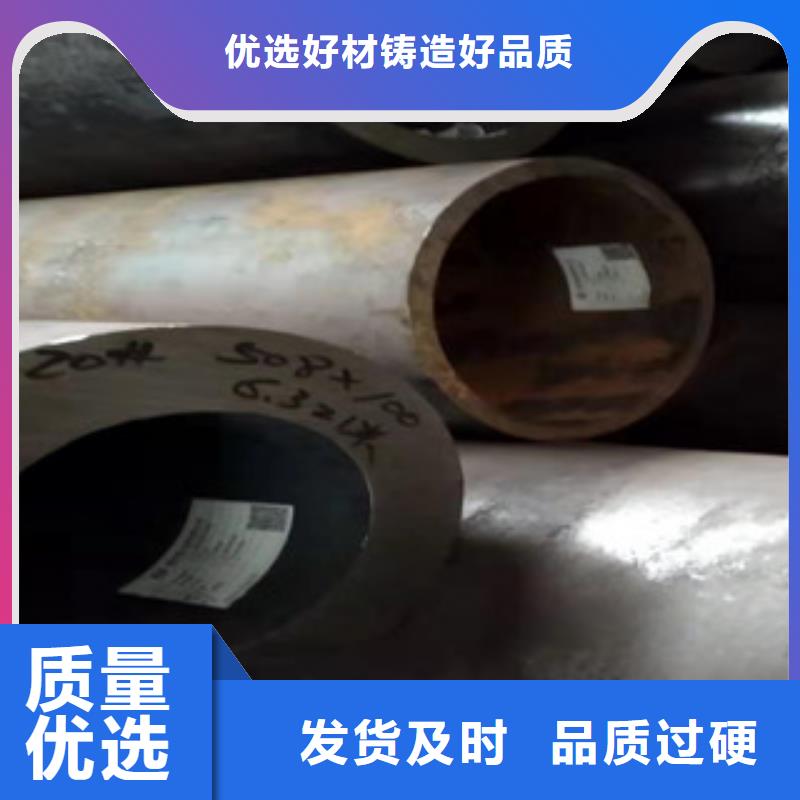
42CrMo无缝钢管表面质量好:表面为交叉网纹, 有利于润滑油的存储及油膜的保持。有较高的表面支承率(孔与轴的实际接触面积与两者之间配合面积之比),因而能承受较大载荷,耐磨损,从而提高了产品的使 用寿命。珩磨速度低(是磨削速度的几十分之一),且油石与孔是面接触,因此每一个磨粒的平均磨削压力小,这样珩磨时,工件的发热量很小,工件表面几乎无热 损伤和变质层,变形小。珩磨加工面几乎无嵌砂和挤压硬质层。



42crmo合金钢管在生产中的工艺规范。
热加工规范
加热温度1150 ~1200°C,开始温度1130 ~1180°C,终止温度> 850°C,φ> 50mm时,缓冷。
正火规范
正火温度850~900°C,出炉空冷。
高温回火规范
回火温度680~700°C,出炉空冷。
淬、回火规范
预热温度680 ~700°C,淬火温度840~880°C,油冷,回火温度580°C,水冷或油冷,硬度≤217HBW。
亚温强韧化规范
淬火温度900°C,回火温度560°C,硬度(37±1) HRC感应淬回火规范


(1)42crmo钢管压力选择是否正确,对42CrMo无缝钢管后表面粗糙度、尺寸、精度都有影响。一般情况下,42crmo钢管力增加,表面粗糙度提高。但是42crmo钢管力增加到一定程度,表面粗糙度不再提高。如继续增加,42crmo钢管表面开始恶化,甚至出现裂纹。:18663563133
(2)提高工件表面粗糙度,采用42crmo钢管加工效果 。在预加工粗糙度达Ra1.6时,只要过盈量合适,粗糙度可达Ra0.2以上。但当预加工粗糙度只有Ra6.4~Ra3.2,加工表面有振动乱刀纹时,那么较深的刀纹不能被42crmo钢管,这只有增加过盈量再次42crmo钢管。如果孔的椭圆度和锥度过大,42crmo钢管后上述缺陷仍然存在,同时粗糙度大。因此,预加工表面 小于Ra3.2,几何精度在一、二级以上,能获得小的粗糙度,较理想的精度。
(3)材料软,塑性大,随着塑性降低,硬度的提高, 变形量随之减少。一般来说钢和铜的42crmo钢管效果较好,铸铁的效果较差。可锻铁,球墨铸铁比灰口铸铁的42crmo钢管效果要好。42crmo钢管铸铁件时,当铸件的材料硬度不均匀时,被42crmo钢管表面的缺陷(气孔、砂眼等)会马上显露出来。因此,当铸件表面缺隐较多,质量较差时不宜采用42crmo钢管工艺。



在辽宁省大连市本地采买无缝钢管规格质优价保到新策钢管(大连市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:姜先生-【0527-88266222】。
公司新闻
我们的其他产品